À retenir : le placage de chants (edge banding) de panneaux mélaminés ou mélaminé-stratifié en production menuiserie industrielle au Maroc utilise majoritairement de la colle hot melt EVA appliquée à 180-200°C via plaqueuse de chants automatique. Les références Akfix HM220 et HM774 sont distribuées en stock permanent.
L’industrie de l’agencement et de la fabrication de mobilier au Maroc (cuisinistes Casablanca, Rabat, Marrakech) repose sur la production en série de panneaux mélaminé avec chants finis ABS, PVC ou bois noble. La machine clé est la plaqueuse de chants (edge banding machine) qui colle le chant sur le panneau avec une colle hot melt EVA fondue.
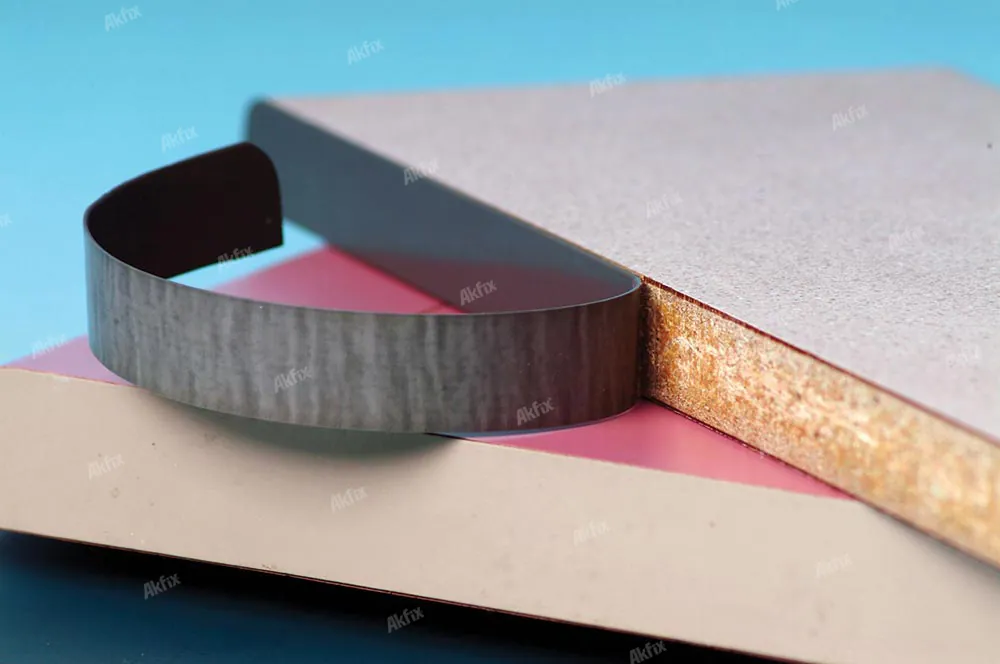
Le processus edge banding en bref
- Panneau mélaminé brut sortie scieuse passe dans la plaqueuse.
- Préchauffage des chants du panneau pour optimiser adhérence.
- Application colle hot melt EVA fondue (180-200°C) en couche fine sur le chant du panneau.
- Application du chant (bande ABS, PVC, mélaminé) sous pression sur la couche de colle chaude.
- Refroidissement immédiat : la colle EVA solidifie en quelques secondes.
- Finitions : ébavurage, ponçage léger, polissage du chant.
Cycle complet par panneau : 5-15 secondes selon machine, soit 200-700 mètres linéaires/heure pour les machines pro modernes.
Akfix HM220 et HM774 : caractéristiques
Akfix HM220 Premium
- Type : EVA premium pour edge banding standard
- Température de fusion : 180-200°C
- Ouverture pot (open time) : moyenne
- Adhérence : excellente sur ABS, PVC, mélaminé, stratifié HPL
- Couleur : naturelle (s’adapte à toutes les teintes de chant)
- Usage : production standard, cuisinistes, agenceurs
Akfix HM774
- Type : EVA optimisé production grande série
- Température de fusion : 180-200°C
- Ouverture pot : plus longue (économie matière sur runs prolongés)
- Adhérence : équivalente HM220
- Usage : production continue 8-10h/jour, économie sur volume
Critères de choix pour votre atelier
| Critère | HM220 Premium | HM774 Production |
|---|---|---|
| Volume mensuel < 5000 ml chants | ✅ Recommandé | ❌ Surdimensionné |
| Volume mensuel > 5000 ml chants | ✅ OK | ✅ Recommandé (économie) |
| Production série uniforme | ✅ | ✅✅ |
| Mix petites séries + uniques | ✅✅ (ouverture pot moyenne idéale) | ⚠️ |
| Cuisines/SDB (humidité prévue) | ⚠️ EVA standard | ⚠️ Préférer PUR hot melt si critique |
Configuration machine plaqueuse
Pour optimiser l’usage de hot melt EVA Akfix sur votre plaqueuse :
- Température bain de colle : 185-195°C (jamais sous 175°C ni au-delà de 210°C).
- Pression rouleau d’application : selon machine, typiquement 3-5 bars.
- Vitesse linéaire : 6-12 m/min selon épaisseur chant.
- Préchauffage panneau : 70-90°C pour optimiser mouillage colle.
- Refroidissement actif : air pulsé immédiatement après application chant.
Stockage et manipulation au Maroc
- Stockage : à l’abri de la chaleur (< 30°C), au sec.
- Format : cartouches, plaquettes ou granulés selon machine.
- Durée conservation : 12-18 mois en sac scellé.
- Précautions chaleur : ne pas exposer aux UV ou stocker en camionnette au soleil (granulés peuvent fondre).
Quand passer au PUR hot melt
Pour les meubles destinés aux environnements humides en permanence (cuisines, salles de bain, sanitaires publics, bateaux), passer au PUR hot melt :
- Température fusion plus basse (130-150°C, économie énergie)
- Résistance humidité +200-300% vs EVA
- Résistance chaleur +50°C vs EVA
- Coût +50-100% vs EVA
Akfix ne distribue actuellement pas de PUR hot melt au Maroc dans la gamme standard. Pour ces applications spécifiques, contactez le distributeur pour des solutions adaptées.
Erreurs courantes en edge banding au Maroc
| Erreur | Conséquence |
|---|---|
| Température bain trop basse (<175°C) | Adhérence dégradée, décollement chant |
| Température bain trop haute (>210°C) | Carbonisation colle, joint fragile, odeur |
| Vitesse linéaire trop rapide | Mouillage colle insuffisant, défauts |
| Pression rouleau insuffisante | Joint visible, décollement bord |
| Mauvais refroidissement post-application | Décollement durant manipulation |






